1. 서론
PVC 를 포함한 대부분의 POLYMERIZATION REACTOR 내부는 SLURRY 의 흡착을 방지하기위하여 표면에 BUFFING 을 시공하고 추가로 ELECTRO POLISHING 을 요구한다. 이러한
2 가지의 과정은 기계적인 연마와 전기 부식적인 표면 조도를 조정하는 방법이다. 현재까지
BUFFING 과 ELECTRO POLISHING 에 대한 자료가 별도로 정리된 것이 없어 이에 대한
이해를 높이고자 간략하게 소개한다.
2. MECHANICAL BUFFING
2.1 BUFFING 일반 사항
MECHANICAL BUFFING 은 연마제로 표면 조도를 조정하는 것이다. 이런 작용은 연마제로
인한 절삭 효과, 소성 변형 및 용융등의 복합 작용 결과에 기인한다. BUFFING 을 수행하기
위해서는 다음 3 가지의 요소가 필요하다. 이를 작업 과정으로 설명하면 다음과 같다. 즉,
BUFF CLOTH 에 아교를 묻힌 다음 모래와 같은 금강사 연마제를 붙이고 연마를 한다.
1) 아교(GULE)와 HOT WATER
2) 금강사 연마제(사포에 붙어 있는 모래와 같은 입자)
3) CLOTHED BUFFING WHEEL(직경 150mm 이상으로 운전은 2000 ~ 3000 RPM 정도)
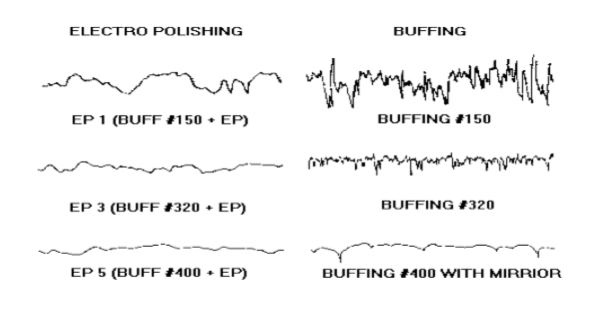
BUFFING 작업의 수행은 다음과 같은 순서로 진행한다. 여기에서 볼 수 있듯이 BUFFING
작업은 단계별로 연마제를 미세하게 처리해야 원하는 표면 조도를 얻을 수 있다. 또한
BUFFING 완료후 표면 광택 처리에 따라서 제품의 품질이 다르게 느껴지므로 BUFFING
사양에는 표면 광택을(MIRROR IMAGE) 시공할 것인지를 명기하여야 한다.
1) 고주파 GRINDING(약 600 RPM) : CARBON STEEL 의 경우에 MILL SCALE 을 제거하기
위해서 적용함
2) 망사 GRINDING : CARBON STEEL 의 경우 표면 조도를 유지하기 위해서 적용함
3) 금강사 NO. # 80 GRINDING
4) ① 금강사 NO. # 180 ~ 200 GRINDING
②금강사 NO. # 200 ~ 250 GRINDING
③금강사 NO. # 300 ~ 350 GRINDING
④금강사 NO. # 400 GRINDING
5) 광택처리 : MIRROR IMAGE 를 위해서 시공함
2.2 연마면 조도와 검사 방법
1) 연마면 표면 조도
BUFFING 은 금강사 연마제의 입도에 따라서 표면 조도가 결정된다. 이러한 특성은 동일한
방법으로 시공했을 경우라도 시공자의 숙련도에 따라서 표면 조도 차이가 발생할 수 있다.
아래표는 연마 입자 크기에 따른 표면 조도를 비교한 것이다.
표면 조도 비교표
2) 연마면 조도 검사
연마면 표면 조도 검사 방법은 다음 3 가지이다. 이중에서 조도의 검증이 그다지 중요하지
않은 SILO, HOPPER 등은 표준 시험편 비교법을 적용하나 검사자 주관이 개입할 소지가
있어 표면 조도 GAUGE 에 의한 측정이 바람직하다. PLASTIC REPLICA SAMPLE 은
표면에서 모형 시험편을 떠서 현미경으로 비교하는 방법으로 일부 외국 ENG’G 사
SPEC.에서 규정하고 있다. 그러나, 이를 적용한 예는 알 수 없고 수행 절차가 복잡해 이를
요구할 경우에는 사전에 GAUGE 측정법으로 변경을 협의하여 조정하는 것이 필요하다.
(1) 표준 시험편 육안 비교법 : 비교 시험편은 제작전에 승인용으로 무광/유광 2 개의
시험편을 제출하도록 요구해야한다.
(2) 표면 조도 GAUGE 측정법 : GAUGE 종류는 여러가지가 있다. 계기의 CALIBRATION 이
중요함으로 이를 확인해야 한다.
(3) PLASTIC REPLICA SAMPLE 측정법 : UHDE, BF GOODRICH SPEC.에 언급됨
2.3 BUFFING 작업시 주의 사항
BUFFING 을 실시하는 주요 목적이 표면에 POLYMER BUILD-UP 을 방지하는 것이다. 또한
이런 종류의 기기는 대부분 MONOMER SERVICE 하에서 운전됨으로 그다지 부식에는
문제가 없는 경우가 대부분이다. 그러나 BUFFING 은 기본적으로 고온에서 연삭되는
과정임으로 이로인한 부식성 저하나 기계적인 특성이 변질될 수 있슴을 고려하여야 한다.
(1) 기기의 두께가 얇을 경우에는 연삭과정에서 국부적으로 과열되어 열전도율이 좋지 않은
AUSTENITE S.S 의 경우에는 변색과 변형이 발생될 수 있다.
(2) S.S 강은 가공경화의 성질이 있어 연삭과정에서 발생하는 소성변형으로 표면에
잔류응력이 발생하여 응력 부식을 촉진할 수 있다.
(3) BUFFING CLOTHS 및 TOOL 을 탄소강과 S.S 강을 분리하여 사용하지 않을 경우에
CARBON 오염으로 PITTING 이 발생할 수 있다.
(4) NOZZLE, 구경이 작은 TUBE 및 TUBESHEET 의 경우에는 BUFF CLOTH 삽입이
불가하여 시공이 불가하다. 이런 경우에는 일반적으로 BUFFING 을 면제하지만 구체적인
작업 방향은 발주처와 협의하여 합리적인 해결책을 수립해야 한다.
2.4 SILO & HOPPER 에 적용하는 박판 S.S PLATE 에 대한 표면처리
일반적으로 S.S PLATE 는 제철소에서 압연후 DESCALING 및 PASSIVATION 작업을
완료한후 출하한다. 두께가 얇은 냉연 강판의 경우에는 DESCALING 작업후에 SKIN PASS
또는 연마에 의해서 표면을 가공하여 납품하는 경우가 있다. 이는 제품의 최종 목적이
산업용이 아니고 주방용기, ELEVATOR 등과 같이 별도의 표면처리 없이 최종 소비자에게
전달하는데 있다. 따라서 이 경우에는 표면의 조도 보다는 표면 광택이 중요한 변수로
작용한다.
SILO / HOPPER 류의 작업에서 현장에서 BUFFING AREA 를 줄이기 위해서 제철소에서
표면 가공하여 납품한후 용접부만 BUFFING 을 실시하는 경우가 있다. 이때 적용하는 표면
처리는 주로 표면 광택을 위주로하여 표시하고 표면 조도도 일반적인 GRIT NO.와 다르고,
미국과 유럽의 경우에도 서로 조금씩 다르기 때문에 주의하여야 한다. 아래에는 ASTM 표시
기준을 간략하게 기술한다.
NO. 6, 7 & 8 NO. 4 이후에 표면 광택처리한 제품 NO. 7 & 8
보통 NO. 4 이상을 처리한 제품은 장치류에서 사용하지 않는다. 따라서, 공사 수행시에는
기본 사양과 구매 철판의 표면 처리를 세밀하게 비교한후 적용에 신중을 기해야 한다